Szybkie i precyzyjne oklejanie obrzeży
W projektowaniu okleiniarek kluczowe znaczenie ma optymalne wykorzystanie czasu. Proces oklejania obrzeży powinien być możliwie najszybszy, najprostszy i najbardziej
wydajny.
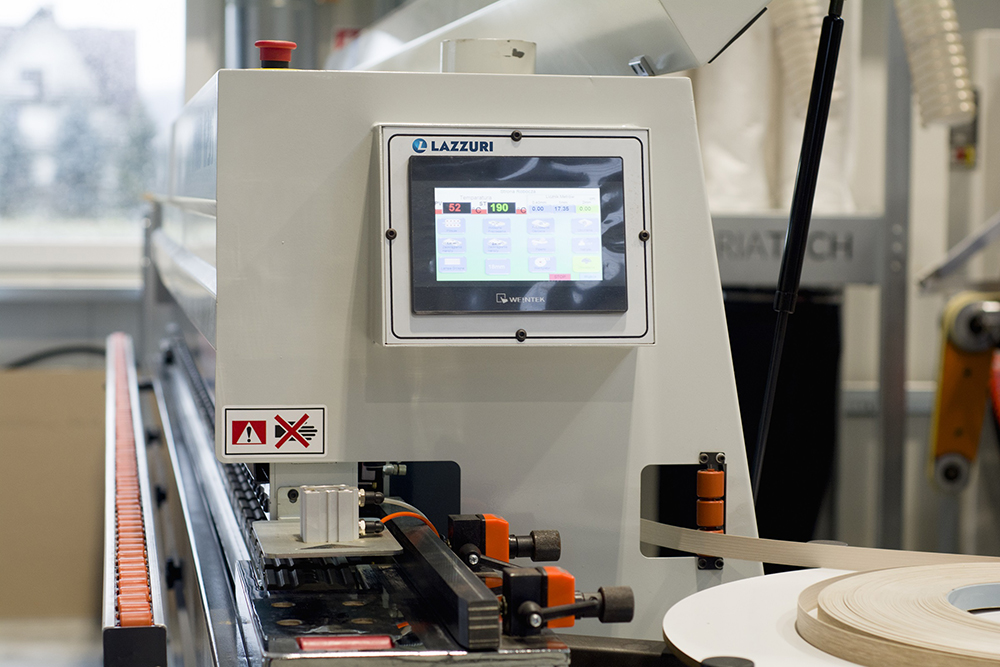
Model Lazzuri PRO 12.10 spełnia te wymagania, oferując znaczną oszczędność czasu oraz wyjątkową łatwość obsługi. Dzięki intuicyjnemu panelowi dotykowemu dostosowanie parametrów do różnych materiałów i grubości obrzeży (w zakresie 0,4–3 mm) zajmuje zaledwie kilka chwil.
Użytkownik ma pełną kontrolę nad pracą maszyny – może szybko aktywować poszczególne agregaty, precyzyjnie ustawić temperaturę kleju oraz uzyskać natychmiastową informację zwrotną o stanie urządzenia.

 Okleiniarka PRO 12.10 została
Okleiniarka PRO 12.10 została Ogranicznik podawania kolejnych elementów to standardowe wyposażenie naszych okleiniarek.
Ogranicznik podawania kolejnych elementów to standardowe wyposażenie naszych okleiniarek. Zespół frezów wstępnych został wyposażony w dwie głowice diamentowe (wliczone w cenę maszyny).
Zespół frezów wstępnych został wyposażony w dwie głowice diamentowe (wliczone w cenę maszyny). Agregat ten natryskuje ledwo widoczną mgiełką preparat antyadhezyjny na krawędź laminatu. Rezultatem tego jest
Agregat ten natryskuje ledwo widoczną mgiełką preparat antyadhezyjny na krawędź laminatu. Rezultatem tego jest Lampa na podczerwień służąca do ogrzewania krawędzi formatek przed naniesieniem kleju. Zapewnia zespolenie obrzeży nawet w chłodniejszym pomieszczeniu.
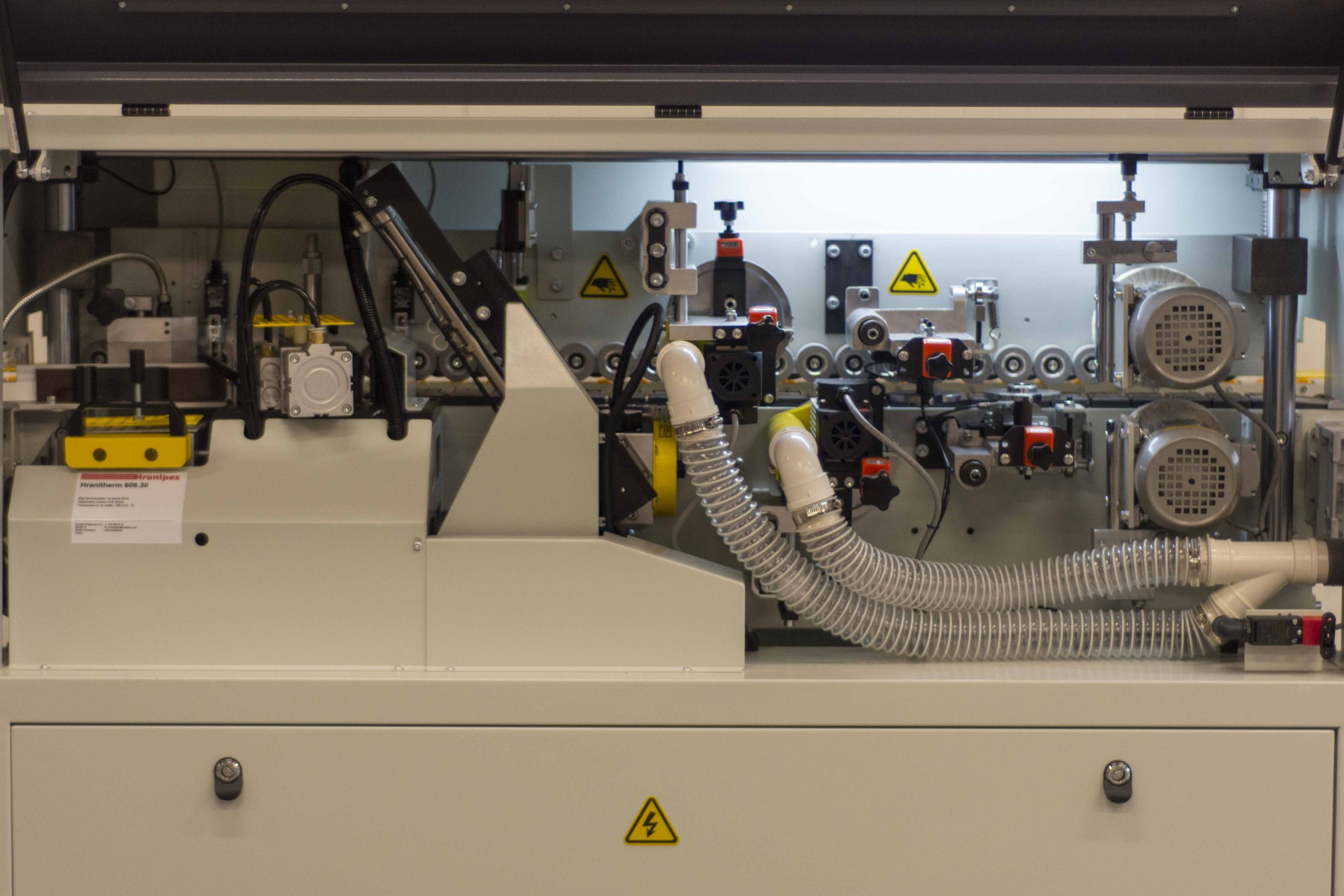
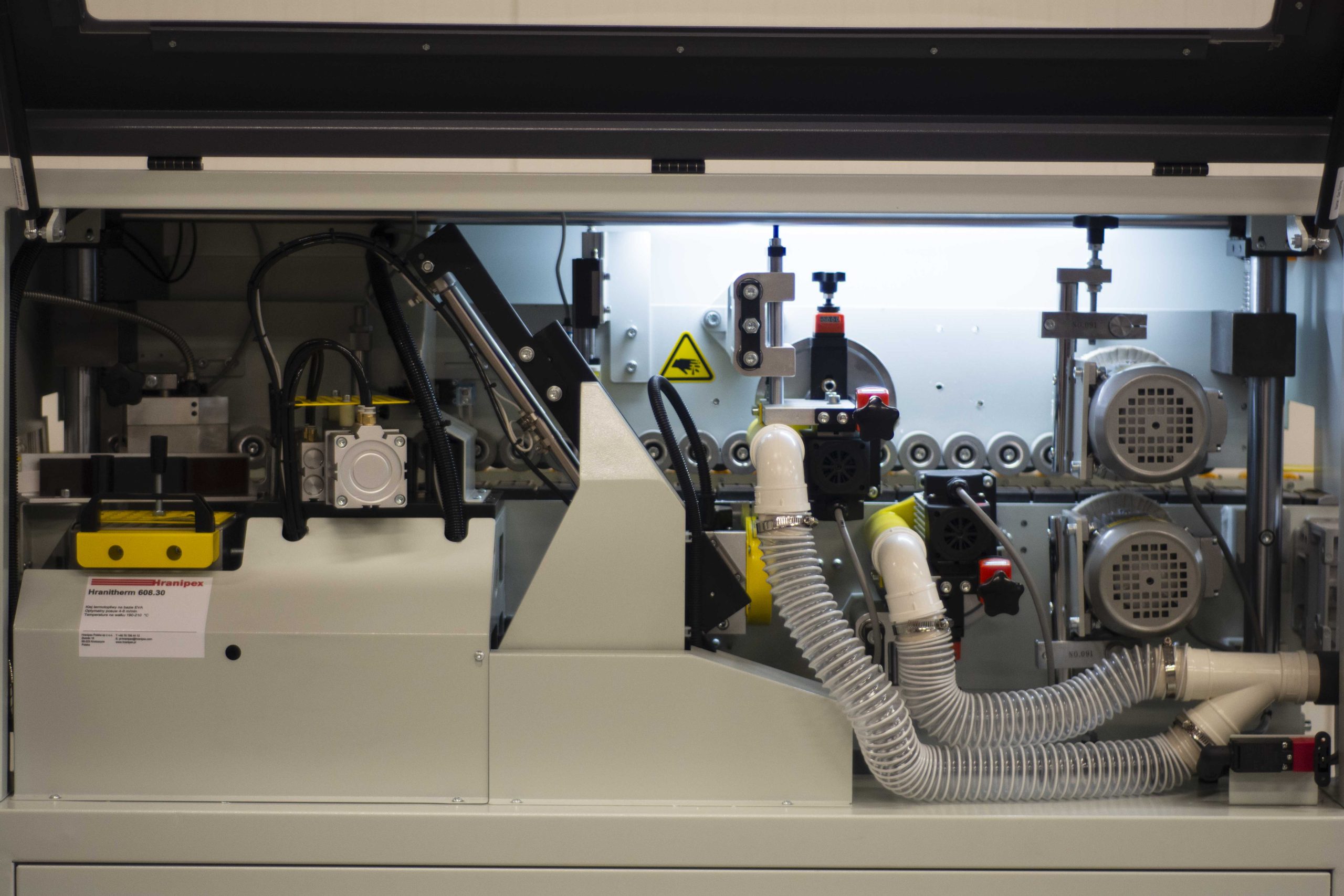
Lampa na podczerwień służąca do ogrzewania krawędzi formatek przed naniesieniem kleju. Zapewnia zespolenie obrzeży nawet w chłodniejszym pomieszczeniu. Szybko nagrzewający się zbiornik klejowy o pojemności 3kg z teflonową powłoką odporna na uszkodzenia oraz ułatwiającą czyszczenie zbiornika.
Szybko nagrzewający się zbiornik klejowy o pojemności 3kg z teflonową powłoką odporna na uszkodzenia oraz ułatwiającą czyszczenie zbiornika. Pierwsza z rolek jest gumowa, generując docisk na całej krawędzi formatki. Pozostałe rolki ustawione są skośnie, co pozwala dociskać zarówno górną jak i polną krawędź. Gwarantuje to zawsze porządne dociśnięcie okleiny.
Pierwsza z rolek jest gumowa, generując docisk na całej krawędzi formatki. Pozostałe rolki ustawione są skośnie, co pozwala dociskać zarówno górną jak i polną krawędź. Gwarantuje to zawsze porządne dociśnięcie okleiny. Maszyna posiada regulowaną podporę dla większych elementów w zakresie do 500 mm, którą wysuwamy w zależności od szerokości elementu.
Maszyna posiada regulowaną podporę dla większych elementów w zakresie do 500 mm, którą wysuwamy w zależności od szerokości elementu.
 Ta zgrubna obróbka realizowana jest poprzez sześciozębne frezy pracujące z prędkością 18 000 obr/min. Zaletą tego rozwiązania „lewo widocznych falowań”. Poprawnie ustawiony agregat powinien zostawić naddatek obrzeża w okolicach 0,15 mm. Ogranicza to ilość pracy na nożu cykliny, a w rezultacie wydłuża żywotność cykliny promieniowej.
Ta zgrubna obróbka realizowana jest poprzez sześciozębne frezy pracujące z prędkością 18 000 obr/min. Zaletą tego rozwiązania „lewo widocznych falowań”. Poprawnie ustawiony agregat powinien zostawić naddatek obrzeża w okolicach 0,15 mm. Ogranicza to ilość pracy na nożu cykliny, a w rezultacie wydłuża żywotność cykliny promieniowej. Jej zadaniem jest zebranie nierówności, lekkich “fal” na promieniu obrzeża. Na jej poprawne działanie ogromny wpływ ma między innymi czystość na kopiałach. Poprawnie ustawiona zbiera ciągnący się wiór o grubości +- 0,1 do 0,15 mm.
Jej zadaniem jest zebranie nierówności, lekkich “fal” na promieniu obrzeża. Na jej poprawne działanie ogromny wpływ ma między innymi czystość na kopiałach. Poprawnie ustawiona zbiera ciągnący się wiór o grubości +- 0,1 do 0,15 mm. Jego zadaniem jest zebranie nadmiaru kleju oraz niewielkiej ilości obrzeża od góry i od dołu. Tym samym punkt styku laminatu z obrzeżem jest idealnie równy..
Jego zadaniem jest zebranie nadmiaru kleju oraz niewielkiej ilości obrzeża od góry i od dołu. Tym samym punkt styku laminatu z obrzeżem jest idealnie równy.. Etap ten zakańcza proces obróbki obrzeża. Rezultatem jego pracy jest formatka której obrobiona górna i dolna krawędź wykończona jest na gotowo. (powierzchnia wypolerowana nie wymagająca czasochłonnego czyszczenia)
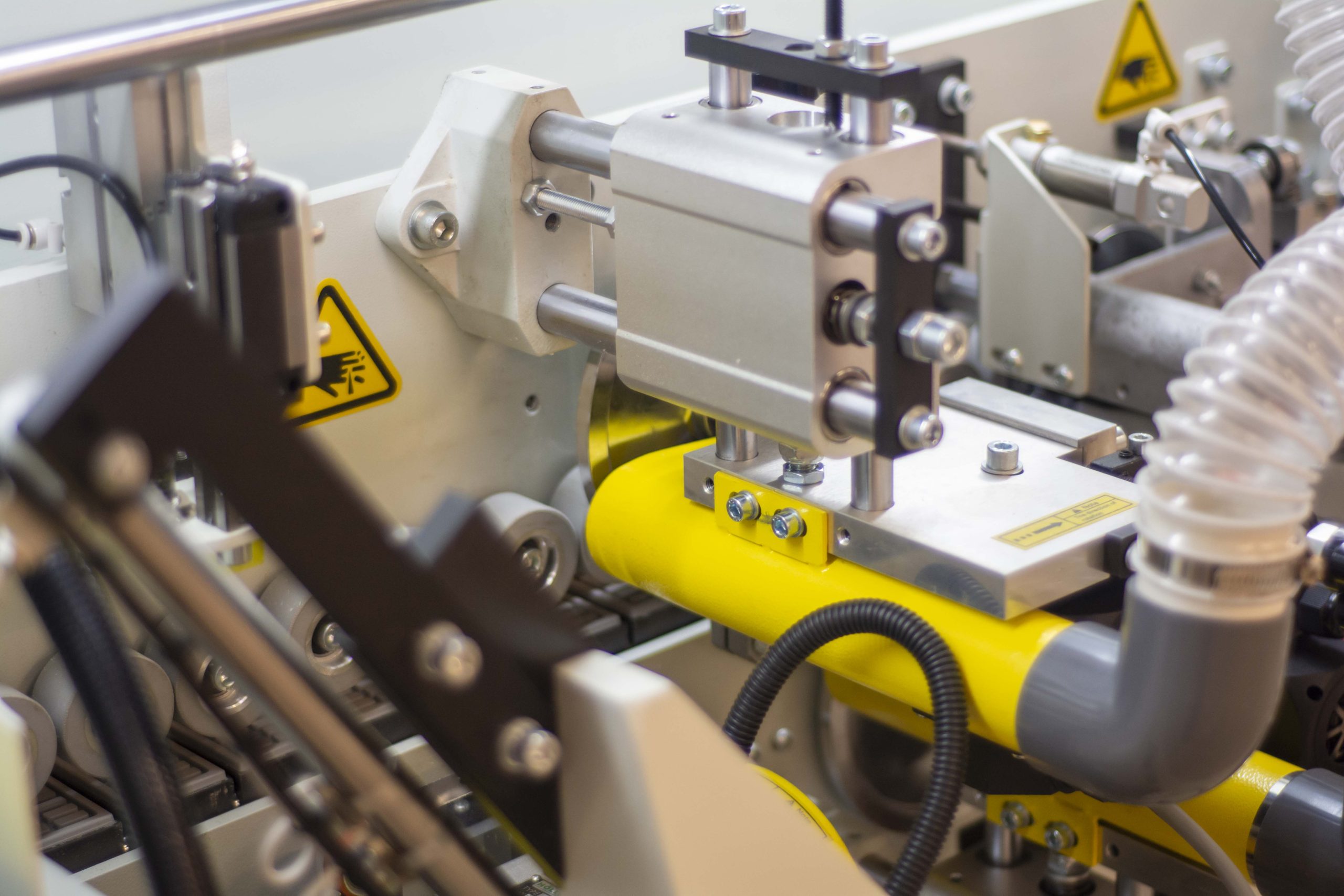
Etap ten zakańcza proces obróbki obrzeża. Rezultatem jego pracy jest formatka której obrobiona górna i dolna krawędź wykończona jest na gotowo. (powierzchnia wypolerowana nie wymagająca czasochłonnego czyszczenia) Prowadzenie elementu solidnym pasem transmisyjnym, pozycjonowanym i prowadzonym na łańcuchu pozwala na bardzo stabilną i powtarzalną prace agregatów z prędkością 12 m/min.
Prowadzenie elementu solidnym pasem transmisyjnym, pozycjonowanym i prowadzonym na łańcuchu pozwala na bardzo stabilną i powtarzalną prace agregatów z prędkością 12 m/min.