Gwiazda
Twojego warsztatu
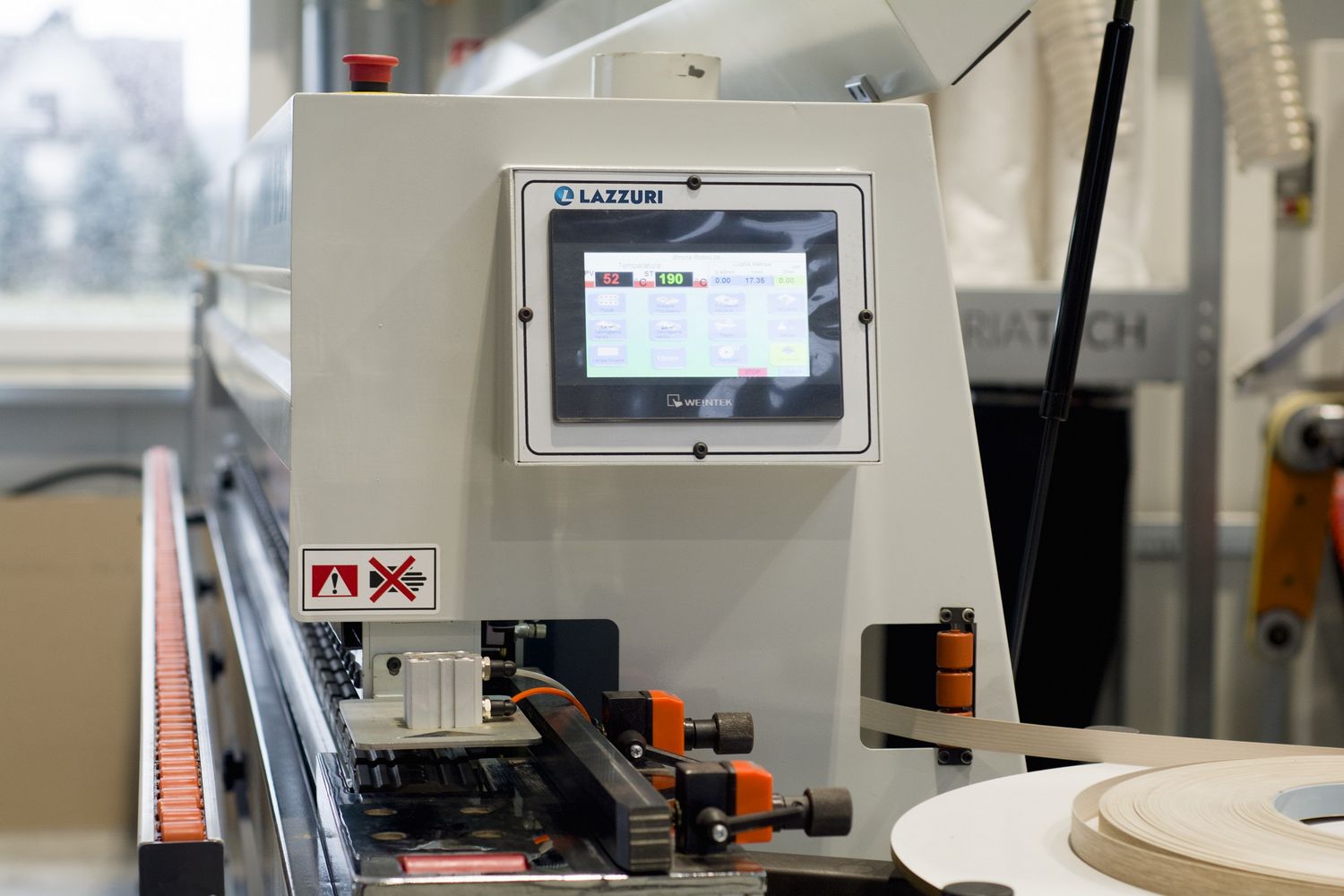
Maszyna Lazzuri Pro 12.6 zapewnia dużą oszczędność czasu – jest kompaktowa i łatwa w obsłudze. Okleja jedną stronę formatki, przy wysokiej jakości pracy. Wyposażona w agregat zaokrąglania naroży.
Łączy w sobie zaawansowane rozwiązania technologiczne, mające na celu zapewnienie optymalnego wykończenia formatki w jednym procesie obróbczym – „na gotowo” oraz prostotę i szybkość ustawień – parametrów potrzebnych do zmiennej jak i ciągłej pracy.





 Okleiniarka PRO 12.6 została wyposażona w duży talerz podawaczy, a jego średnica wynosi 650 mm.
Okleiniarka PRO 12.6 została wyposażona w duży talerz podawaczy, a jego średnica wynosi 650 mm. Ogranicznik podawania kolejnych elementów to standardowe wyposażenie naszych okleiniarek.
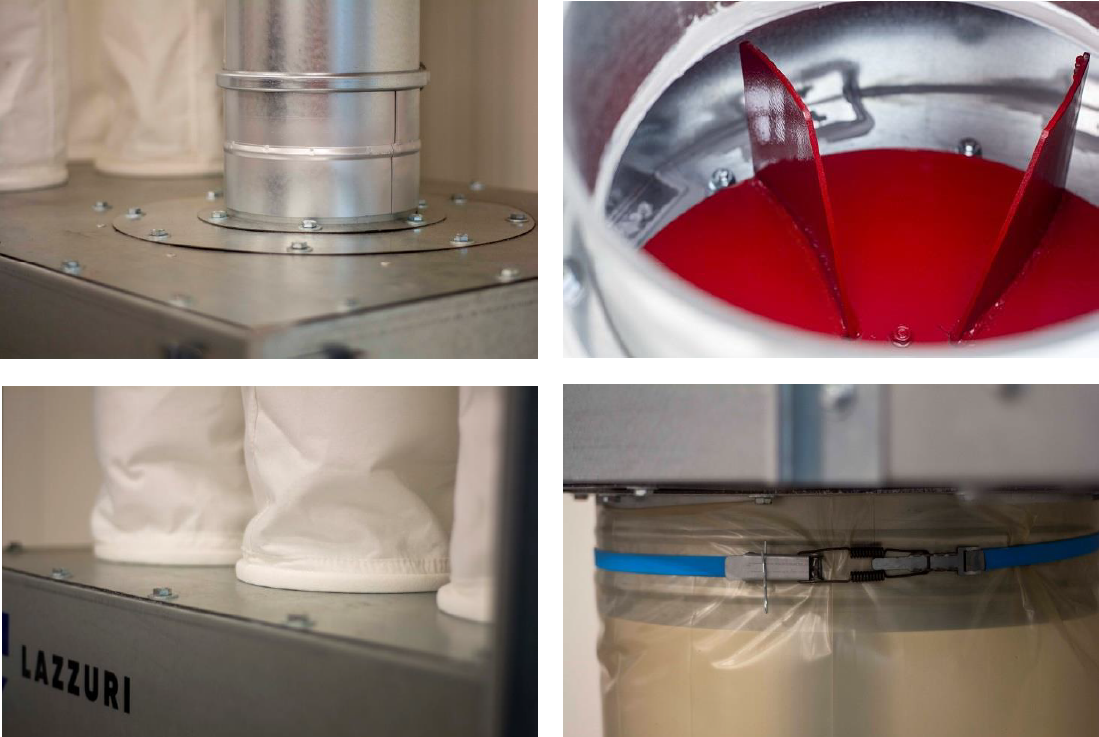
Ogranicznik podawania kolejnych elementów to standardowe wyposażenie naszych okleiniarek. Agregat ten natryskuje ledwo widoczną mgiełką preparat HRANICLEAN 101 na krawędź laminatu. Rezultatem tego jest ograniczenie przywierania kleju na krawędzi obrzeża i laminatu. Etap ten ma bezpośredni wpływ na wychodzenie czystych formatek i brak konieczności ich czyszczenia.
Agregat ten natryskuje ledwo widoczną mgiełką preparat HRANICLEAN 101 na krawędź laminatu. Rezultatem tego jest ograniczenie przywierania kleju na krawędzi obrzeża i laminatu. Etap ten ma bezpośredni wpływ na wychodzenie czystych formatek i brak konieczności ich czyszczenia. Zespół frezów wstępnych został wyposażony w dwie głowice diamentowe (wliczone w cenę maszyny).
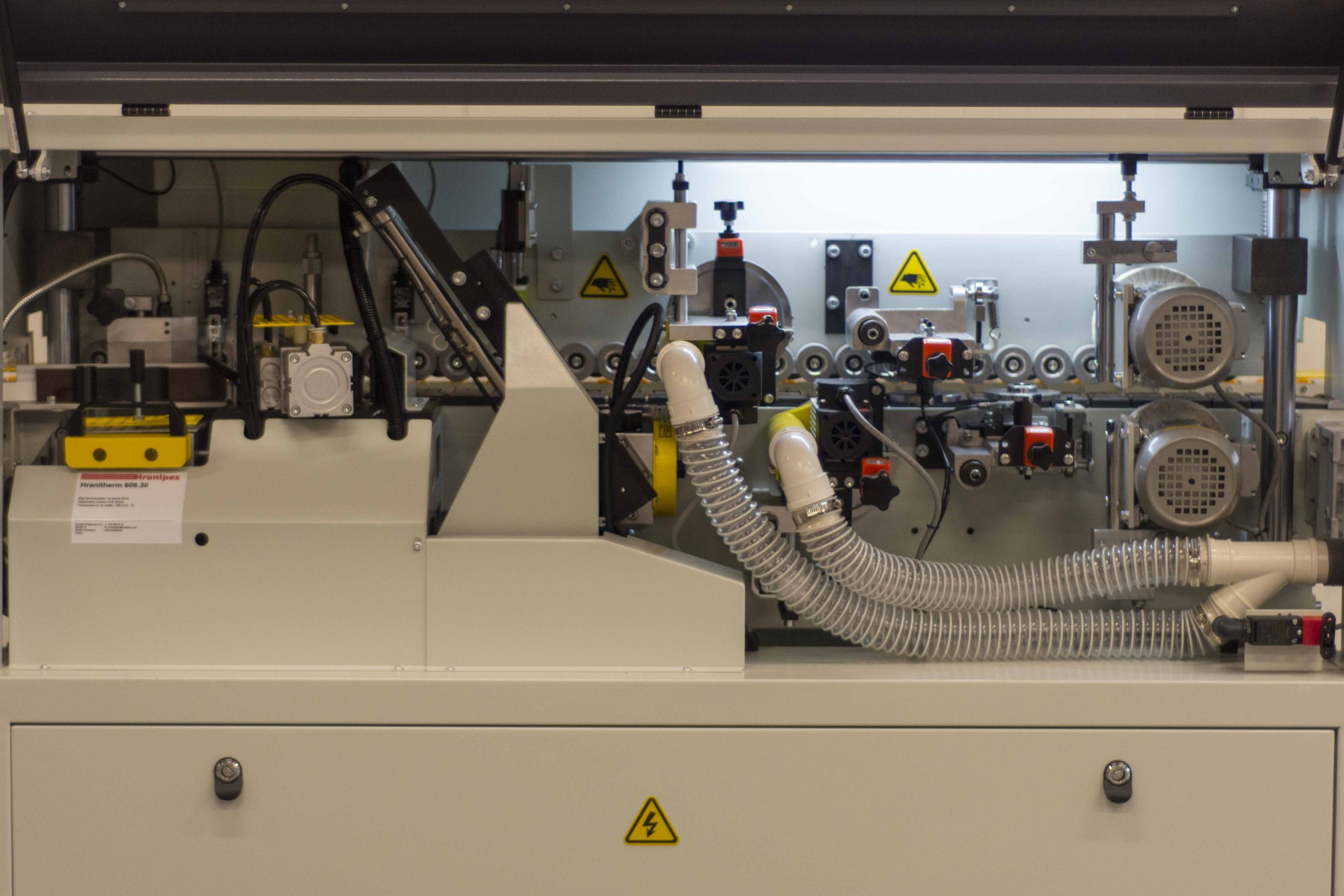
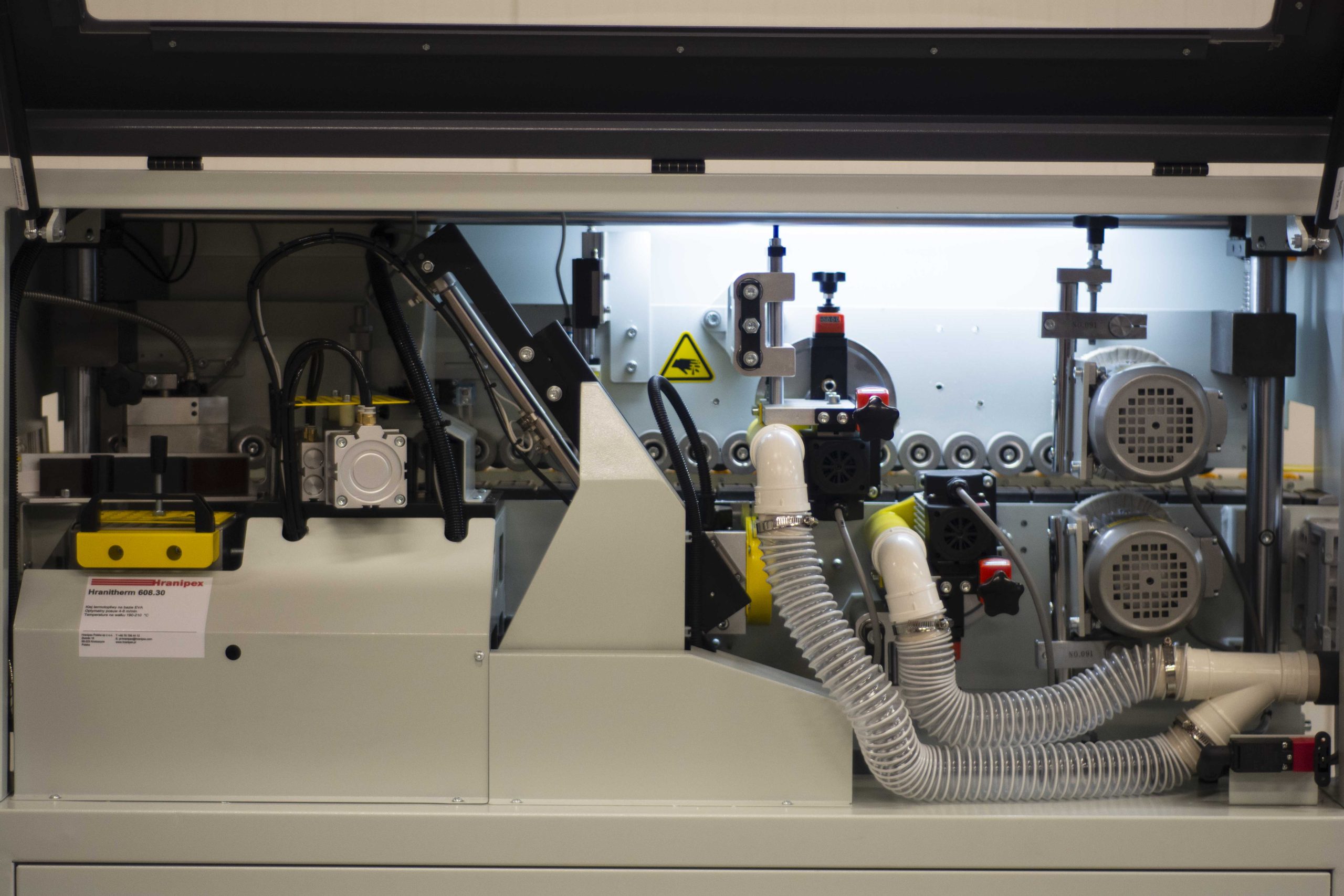
Zespół frezów wstępnych został wyposażony w dwie głowice diamentowe (wliczone w cenę maszyny). Lampa na podczerwień służąca do ogrzewania krawędzi formatek przed naniesieniem kleju. Zapewnia zespolenie obrzeży nawet w chłodniejszym pomieszczeniu.
Lampa na podczerwień służąca do ogrzewania krawędzi formatek przed naniesieniem kleju. Zapewnia zespolenie obrzeży nawet w chłodniejszym pomieszczeniu. Szybko nagrzewający się zbiornik klejowy o pojemności 3kg z teflonową powłoką odporna na uszkodzenia oraz ułatwiającą czyszczenie zbiornika.
Szybko nagrzewający się zbiornik klejowy o pojemności 3kg z teflonową powłoką odporna na uszkodzenia oraz ułatwiającą czyszczenie zbiornika. Pierwsza z rolek jest gumowa, generując docisk na całej krawędzi formatki. Pozostałe rolki ustawione są skośnie, co pozwala dociskać zarówno górną jak i polną krawędź. Gwarantuje to zawsze porządne dociśnięcie okleiny.
Pierwsza z rolek jest gumowa, generując docisk na całej krawędzi formatki. Pozostałe rolki ustawione są skośnie, co pozwala dociskać zarówno górną jak i polną krawędź. Gwarantuje to zawsze porządne dociśnięcie okleiny.
 Ta zgrubna obróbka realizowana jest poprzez sześciozębne frezy pracujące z prędkością 18 000obr/min. Zaletą tego rozwiązania „lewo widocznych falowań”. Poprawnie ustawiony agregat powinien zostawić naddatek obrzeża w okolicach 0,15 mm. Ogranicza to ilość pracy na nożu cykliny, a w rezultacie wydłuża żywotność cykliny promieniowej.
Ta zgrubna obróbka realizowana jest poprzez sześciozębne frezy pracujące z prędkością 18 000obr/min. Zaletą tego rozwiązania „lewo widocznych falowań”. Poprawnie ustawiony agregat powinien zostawić naddatek obrzeża w okolicach 0,15 mm. Ogranicza to ilość pracy na nożu cykliny, a w rezultacie wydłuża żywotność cykliny promieniowej. Jej zadaniem jest zebranie nierówności, lekkich “fal” na promieniu obrzeża. Na jej poprawne działanie ogromny wpływ ma między innymi czystość na kopiałach. Poprawnie ustawiona zbiera ciągnący się wiór o grubości +- 0,1 do 0,15 mm.
Jej zadaniem jest zebranie nierówności, lekkich “fal” na promieniu obrzeża. Na jej poprawne działanie ogromny wpływ ma między innymi czystość na kopiałach. Poprawnie ustawiona zbiera ciągnący się wiór o grubości +- 0,1 do 0,15 mm. Etap ten zakańcza proces obróbki obrzeża. Rezultatem jego pracy jest formatka której obrobiona górna i dolna krawędź wykończona jest na gotowo. (powierzchnia wypolerowana nie wymagająca czasochłonnego czyszczenia).
Etap ten zakańcza proces obróbki obrzeża. Rezultatem jego pracy jest formatka której obrobiona górna i dolna krawędź wykończona jest na gotowo. (powierzchnia wypolerowana nie wymagająca czasochłonnego czyszczenia).
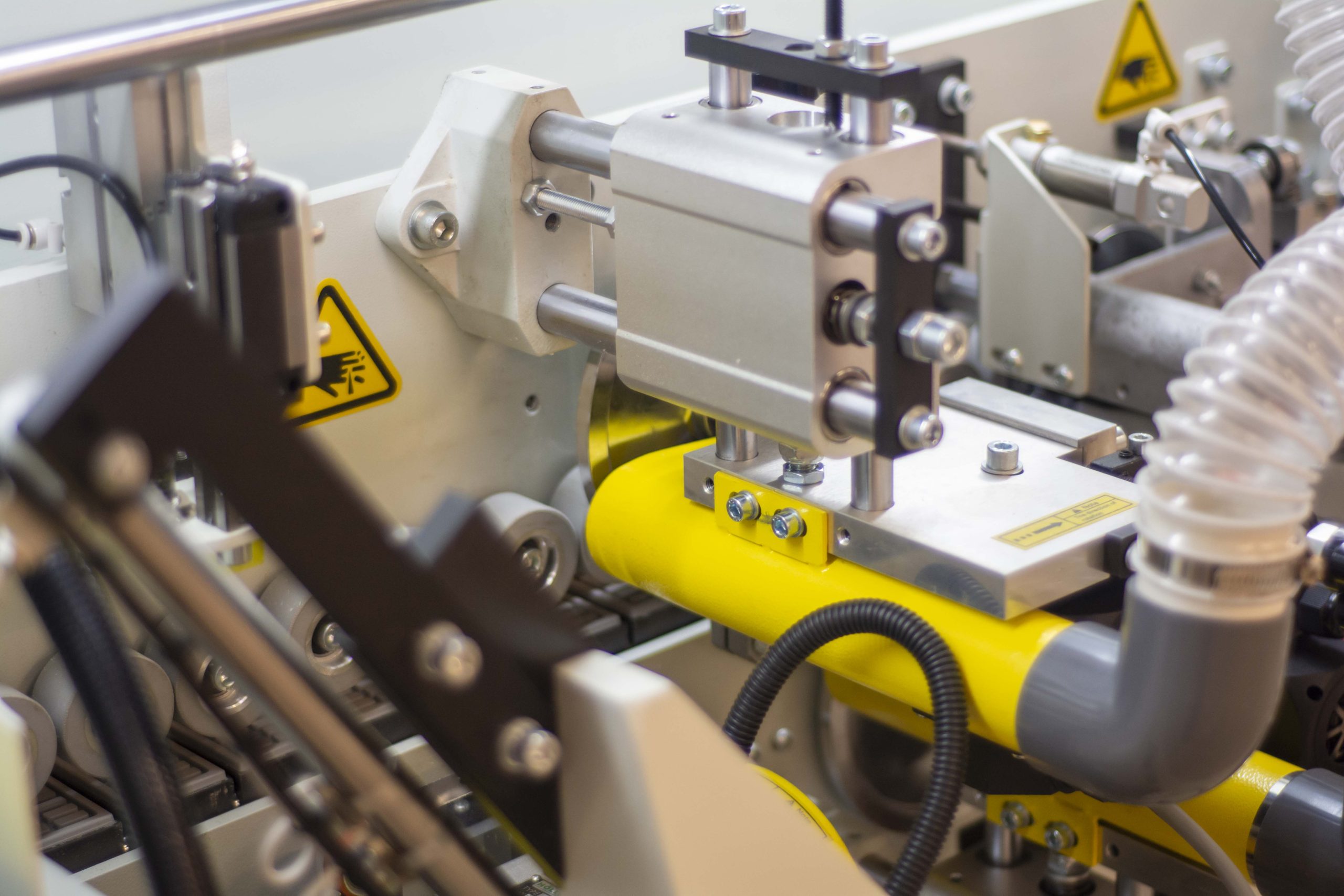
 Prowadzenie elementu solidnym pasem transmisyjnym, pozycjonowanym i prowadzonym na łańcuchu pozwala na bardzo stabilną i powtarzalną prace agregatów z prędkością 12 m/min.
Prowadzenie elementu solidnym pasem transmisyjnym, pozycjonowanym i prowadzonym na łańcuchu pozwala na bardzo stabilną i powtarzalną prace agregatów z prędkością 12 m/min.